Select your site:
International
DGL Premium Powder Coat range features E-Prime, an epoxy based powder primer.

E-Prime powder primer delivers additional protection around sharp profiles and complex shapes. It is also ideal for additional corrosion prevention on steel.

E-Prime™ is an epoxy modified thermosetting powder primer that provides protection around sharp profiles and complex shapes such as perforated and expanded aluminium, as well as providing additional corrosion prevention on steel.
E-Prime™ is a key component for DGL Alumi Shield™ warranties on perforated and expanded aluminium warranties in highly corrosive environments.
E-Prime™ is suitable for the following applications:
E-Prime™ can be used as a primer over a variety of substrates including steel and aluminium but is especially suited to aluminium castings, hot dipped galvanised or other porous metals.
Ideal for warranty grade application over:
E-Prime™ can also be used on the following metals but these are not warranted:
E-Prime™ is not suitable for exterior use without a topcoat. It contains an epoxy component which will chalk on exterior exposure.
Modified epoxy based powder primer
E-Prime™
Solid look
Matt
Interior and exterior use as a basecoat only
The pre-treatment process must be capable of meeting the performance outputs as described in AS3715 and AAMA-2604
Compliance to appropriate process parameters is essential in ensuring compliance to etch, conversion coating weights (time/concentration) and conductivity of the final rinse.
The etch process is a very important stage of pre-treatment and close consultation with your pre-treatment supplier is strongly recommended to ensure optimum adhesion & corrosion resistance is obtained. As an approximate guide:
This is the next pre-treatment process for aluminium to ensure that it is suitably prepared for coating. It is recommended that Chrome conversion weights shall be a minimum of 431mg/m2, but advice from pre-treatment suppliers should be taken into consideration.
Final rinse is to ensure optimum surface preparation prior to coating.
Care should be taken with handling to ensure health and safety measures are met and that the substrate is not contaminated.
Dry Off Oven (if applicable)
If your site uses a dry off oven to assist in the pre-treatment process please ensure:
Steel substrates shall be prepared as follows:
1. Wash and degrease all surfaces to be coated in accordance with AS1627.1 with a free-rinsing, alkaline detergent, in strict accordance with the manufacturer’s written instructions and all safety warnings.
2. Wash with fresh potable water and ensure that all soluble salts are removed in accordance with AS 3894.6 methods A&D.
3. Grind all sharp edges with a power tool to a minimum radius of 2mm.
4. Power tool clean welds to AS1627.2 Class 2 to remove roughness. Remove filings, preferably by vacuum or compressed air.
5. Abrasive blast clean all steel surfaces to be painted in accordance with AS1627.4 to visual standard AS1627.9 Class 2.5 (equivalent to ISO8501-1, Sa 2.5: Very Thorough Blast-Cleaning). Use a medium that will generate a surface profile of 35 to 65 microns (as tested to AS3894.5 Method A.) In situations where it is not possible to prepare your item on all surfaces as described above, for long term protection against corrosion it is strongly recommended whenever possible, that an alternative substrate such as, aluminium be considered.
6. The steel is to be stored in an area which is clean and dry
7. The steel must be coated within 4 hours of blasting.
Electrostatic Spray
210 for 8 mins minimum
200 for 10 mins minimum
190 for 15 mins minimum
When applying subsequent coats partially cure for 3-5 minutes at 120-150°C metal temperature. This partial cure is referred to as a green cure. Green cure is not suitable for texture and ripple topcoats. Refer to the E-Prime™ Data Sheet for full details.
Attention to packing is essential for powder coaters and fabricators to ensure that all powder coated sections are received in good condition.
When packing powder coated assets, it is recommended that:
It is recommended in environments with low salt, low pollutants and in urban areas that cleaning should take place at a minimum of every twelve months. In areas where salts, pollutants and high corrosivity levels are prevalent, e.g. beachfront houses or industrial areas, it is recommended a cleaning program should be carried out more frequently at a minimum of every six months.
Sheltered areas can have a higher risk of coating degradation as wind-blown salt and other debris or pollutants may adhere to the surface and not be removed when it rains. These areas may require more frequent cleaning.
Use the following table to identify the recommended minimum cleaning and maintenance schedule for your project. The table references AS4312 and ISO12944 Atmospheric corrosivity zones in Australia to define the environmental conditions.
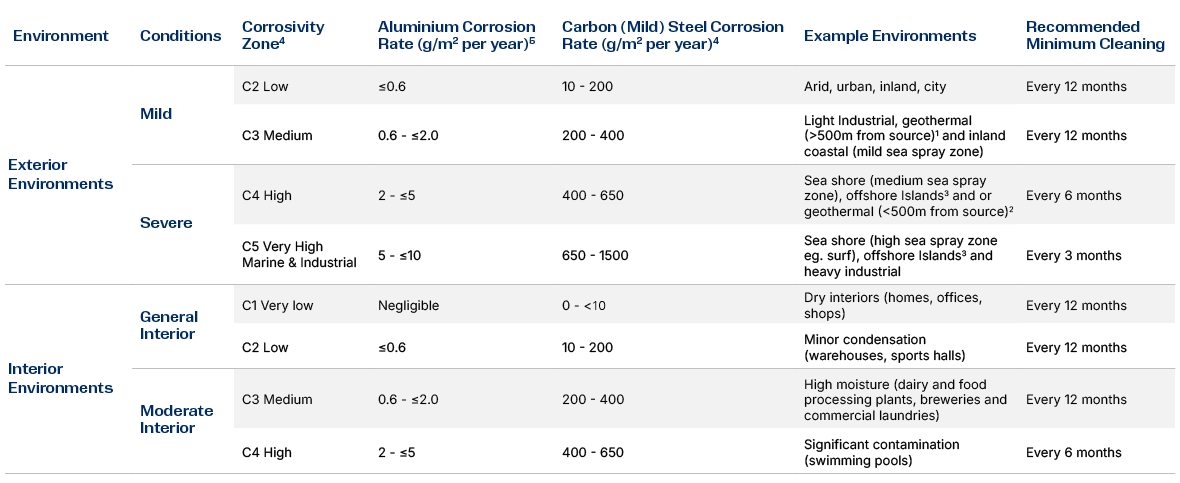
1. Geothermal environments with a PH>5 and <9. For PH outside this consult DGL.
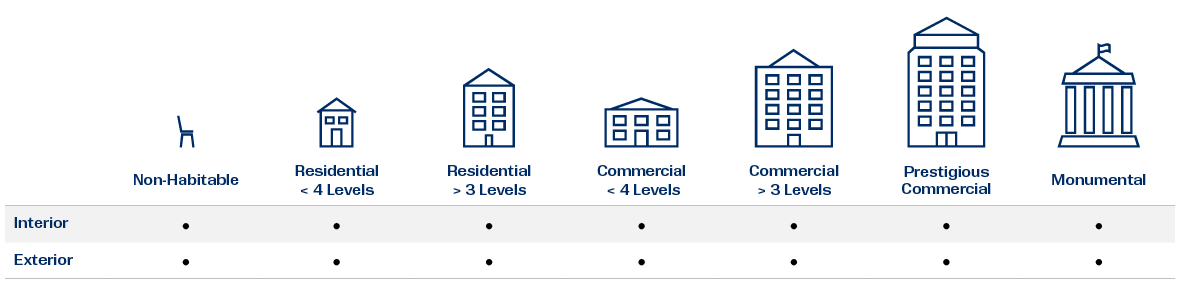
Care and maintenance schedules are essential to ensure that the life of your asset is maximised whether the project be a residential, commercial or non-habitable project. Simply follow 3 important steps:
Aggressive solvents such as turpentine, white spirits, thinners, citrus based cleaners and other aggressive solvents are harmful to the extended life of the powder coated surface. These solvents should not be used for cleaning purposes and will render a warranty void if used.
If paint splashes, sealants/mastics or stubborn stains need to be removed use only Isopropyl alcohol (IPA) or methylated spirits and rinse off with clean fresh water.
In some cases, strong solvents recommended for thinning various types of paints and also for cleaning up mastics/sealants are harmful to the extended life of the powder coated surface. These solvents should not be used for cleaning purposes and will render the warranty void if used. If paint splashes or sealants/mastics need to be removed then the following solvents can be used safely: Methylated Spirits, Ethyl Alcohol, Isopropanol.
For more information about care and maintenance click here.
DGL recommend a Alumi Shield™ warranty system for both interior and exterior usage on perforated and expanded aluminium. The use of a E-prime™ powder primer over suitably pretreated architectural grade aluminium is mandatory in conditions of high corrosivity below a recommended top coat. Although not mandatory in other areas, the use of E-prime™ is also recommended for enhanced corrosion protection on perforated and expanded aluminium.
All DGL Alumi Shield™ warranties are available when applied by a DGL Accredited Powder Coater to a approved specification.
Use the following table to help identify the product and system choice you have for the perforated or expanded aluminium on your project. Refer to the conditions information to determine the environment that your project will be exposed to.
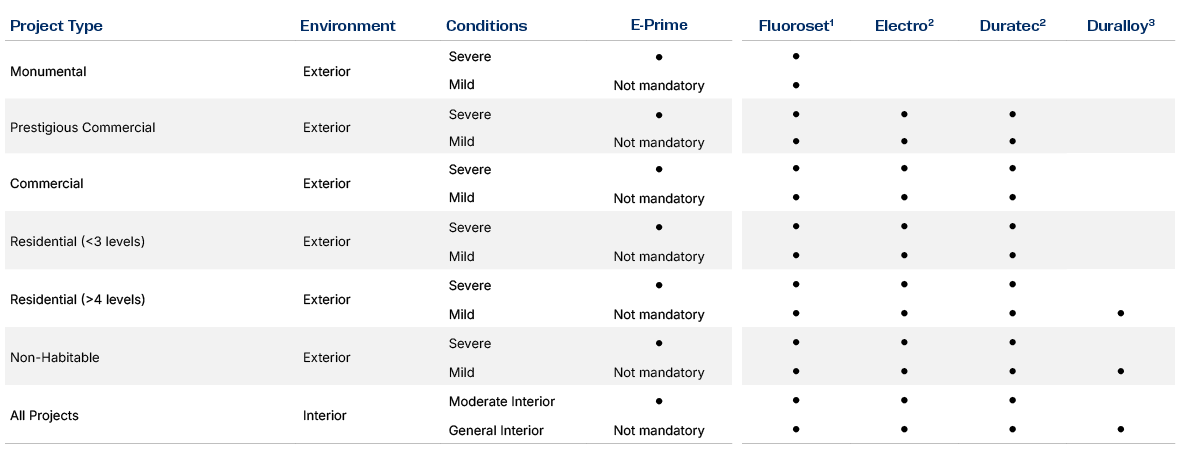
● Alumi Shield™ warranty available.
All DGL powder products are NOT suitable in strongly acidic or caustic environments so PH must be >5 and <9.
1. Fluoroset may be suitable in locations <10m from the high tide line e.g. harbours (contact DGL for advice.)
2. Electro and Duratec are only suitable for coastal environments >10m from the high tide.
3. Duralloy is only suitable for coastal environments >100m from the high tide line.
Please refer to Interior and exterior environments close to liquids for warranty implications where powder coatings may be in close proximity to liquids other than the sea.
For more information about specifications on perforated and expanded aluminium click here.
E-Prime™ can also be used on the following metals, but these do not have a product guarantee. Steel (mild), bright/semi bright steel, black steel and blue steel. Galvanised steel, stainless steel and Zincalume®. Use the following table to help identify the product choice on your project and where E-Prime™ is appropriate. Refer to the conditions information to determine the environment that your project will be exposed to.
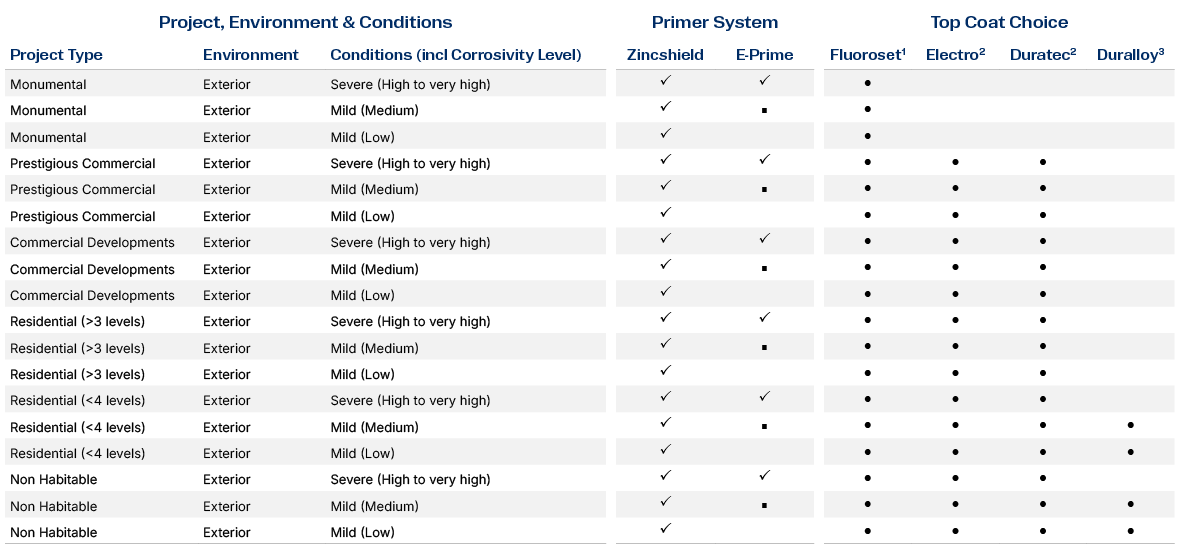
All DGL powder products are NOT suitable in strongly acidic or caustic environments so PH must be >5 and <9.
1. Fluoroset may be suitable in locations <10m from the high tide line e.g. harbours (contact DGL for advice.)
2. Electro and Duratec are only suitable for coastal environments >10m from the high tide.
3. Duralloy is only suitable for coastal environments >100m from the high tide line.
■ In Mild (Medium) environments a coat of E-Prime™ after Zincshield and prior to the top coat can be considered to extend the protection of the coated asset.
Please refer to Interior and exterior environments close to liquids for warranty implications where powder coatings may be in close proximity to liquids other than the sea.

All DGL powder product are NOT suitable in strongly acidic environments so PH must be >5.
■ In Mild (Medium) environments a coat of E-Prime™ after Zincshield and prior to the top coat can be considered to extend the protection of the coated asset.
Use the following table which references AS4312 (atmospheric corrosivity zones in Australia) and AS3715 (Metal Finishing – Thermoset powder coatings for architectural applications of aluminium and aluminium alloys) to define the environmental conditions of your project.
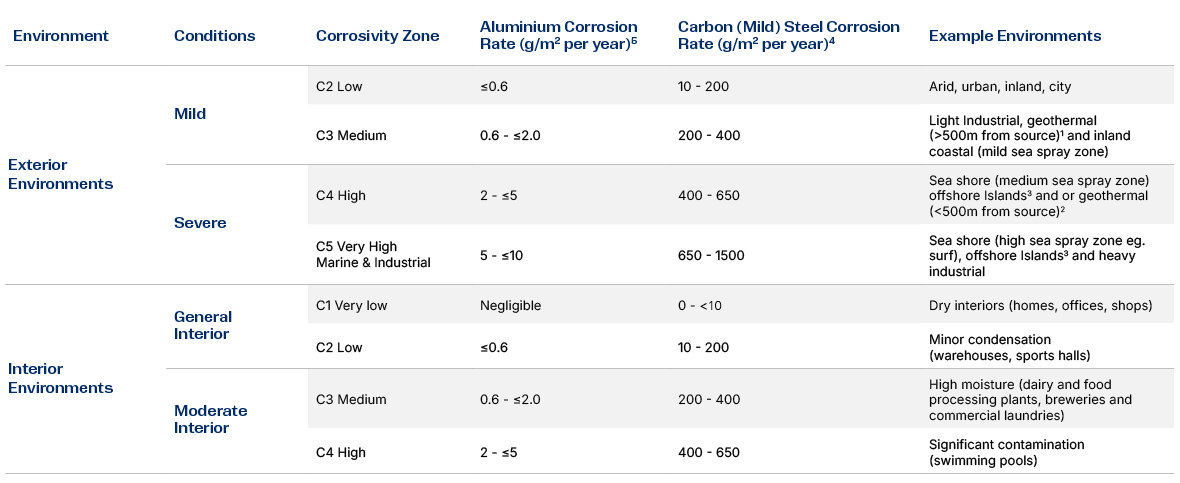
1. Geothermal environments greater than 500m of a bore, mud pool, steam vent, or other source with a pH between 5 and 9. For pH outside this consult DGL.
2. Geothermal hot spots within 500m of a bore, mud pool, steam vent, or other source.
3. The corrosion rates for the first year of exposure for the different corrosivity categories of Aluminium and Carbon (Mild) Steel are determined by the following standards:
4. The corrosion rates for the first year of exposure for the different corrosivity categories of Aluminium are determined by the following standard:
E-Prime™ suitability for environments close to liquids other than the sea is dependent on the top coat choice.
Please refer to the guidance below for:

To send an enquiry to our Advice Line, please visit the Contact Us page