Select your site:
International
PG900PA is a highly durable polyester thermosetting powder coat range.

PG900PA is a highly durable polyester thermosetting powder coat range.

The PG900PA range is a collection of highly durable solid, pearlescent and textured finishes delivered by a highly durable polyester thermosetting powder. The range is backed with a product guarantee for applications that meets the performance requirements of GB/T 5237.4 – GA40 level I, specifically for all architectural residential projects and light commercial projects (<4 levels) constructed in China.
It is ideal for use:
 |
 |
 |
 |
 |
 |
 |
|
|---|---|---|---|---|---|---|---|
| Interior | · | · | · | · | · | · | · |
| Exterior | · | · | · | · |
| Interior | Exterior | |
|---|---|---|
|
· | · |
|
· | · |
|
· | |
|
· | · |
|
· | |
|
· | |
|
· |
Please note product guarantees are not available for projects outside of China
*Please note:
The PG900PA solid, pearlescent, and texture colour range has been developed for use on a wide range of metal substrates, including most architectural aluminum applications such as window and door systems, louvres, balustrades, sunshades, perforated screens, curtain walls, shop fronts, furniture, and shelving.
The PG900PA solid, pearlescent, and texture colour range is suitable for coastal environments >10m from the high tide and is NOT suitable in strongly acidic or caustic environments so the pH must be between 5 and 9.
Highly Durable polyester thermosetting powder
PG900PA
Solid, pearlescent and textured look finishes
Matt, satin and gloss finishes
Interior and exterior use
The pre-treatment process must be capable of meeting the performance outputs as described in AS3715 and AAMA-2603
Compliance to appropriate process parameters is essential in ensuring compliance to etch, conversion coating weights (time/concentration) and conductivity of the final rinse.
This is the next pre-treatment process for aluminium to ensure that it is suitably prepared for coating.
Final rinse is to ensure optimum surface preparation prior to coating.
Care should be taken with handling to ensure health and safety measures are met and that the substrate is not contaminated.
If your site uses a dry off oven to assist in the pre-treatment process, consult your pre-treatment supplier for advice, but generally;
Steel substrates shall be prepared as follows:
1. Wash and degrease all surfaces to be coated in accordance with GB/T 5237.4 – GA40 level I with a free-rinsing, neutral/alkaline detergent in strict accordance with the manufacturer’s written instructions and all safety warnings.
2. Wash with fresh potable water and ensure that all soluble salts are removed. Testing if required can be done in accordance with GB/T 5237.4 – GA40 level I for the determination of residual contaminants.
3. Grind all sharp edges with a power tool to a minimum radius of 2mm.
4. Hand or power tool clean welds to GB/T 5237.4 – GA40 level I to remove roughness. Remove filings, preferably by vacuum.
5. Abrasive blast cleans all steel surfaces to be powder coated in accordance with the visual cleanliness standard of SA 2.5.
6. Use a medium that will generate a surface profile of 35 to 65 microns.
7. In situations where it is not possible to prepare your item on all surfaces as described above, for long term protection against corrosion it is strongly recommended whenever possible, that an alternative substrate such as aluminium be considered.
8. The steel must be coated within 4 hours of blasting and stored in an area which is clean and dry.
Electrostatic Spray
Flat Products

Clean your powder coating in 3 easy steps
Care and maintenance schedules are essential to ensure that the life of your asset is maximised whether the project be a residential, commercial or non-habitable project. Simply follow 3 important steps:
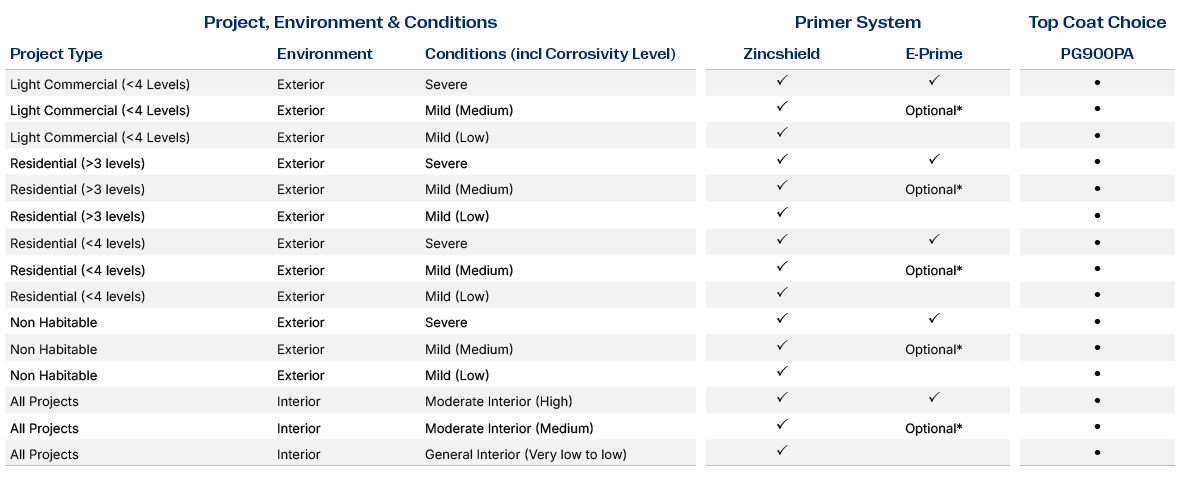
Use the following table to help identify where PG900PA can be applied on aluminium projects, the system required and the PacificGold™ Product Guarantee level available. Refer to the conditions information to determine the environment that your project will be exposed to.
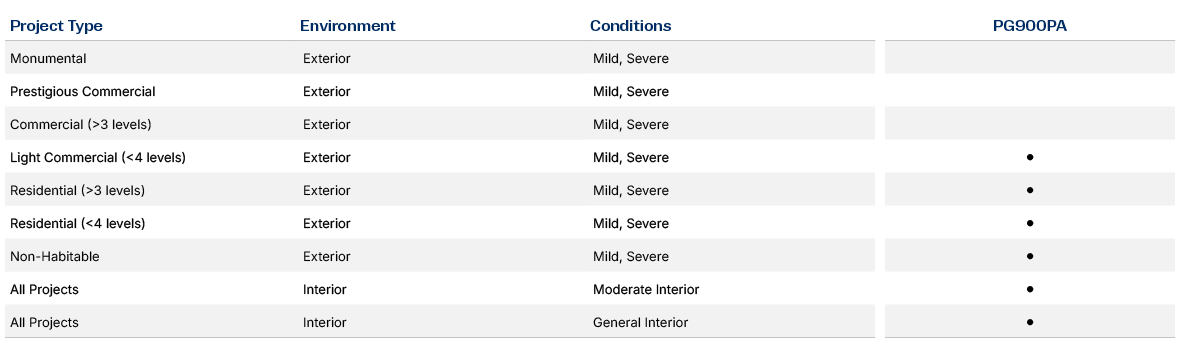
PG900PA can also be used on the following metals, but these do not have a product guarantee. Steel (mild), bright/semi bright steel, black steel and blue steel. Galvanised steel, stainless steel and Zincalume®. Use the following table to help identify the product choice on your project. Refer to the conditions information to determine the environment that your project will be exposed to.
All PacificGold™ products are NOT suitable in strongly acidic or caustic environments so the PH must be between 5 and 9.
1. PG900PA is only suitable for coastal environments >10m from the high tide line.
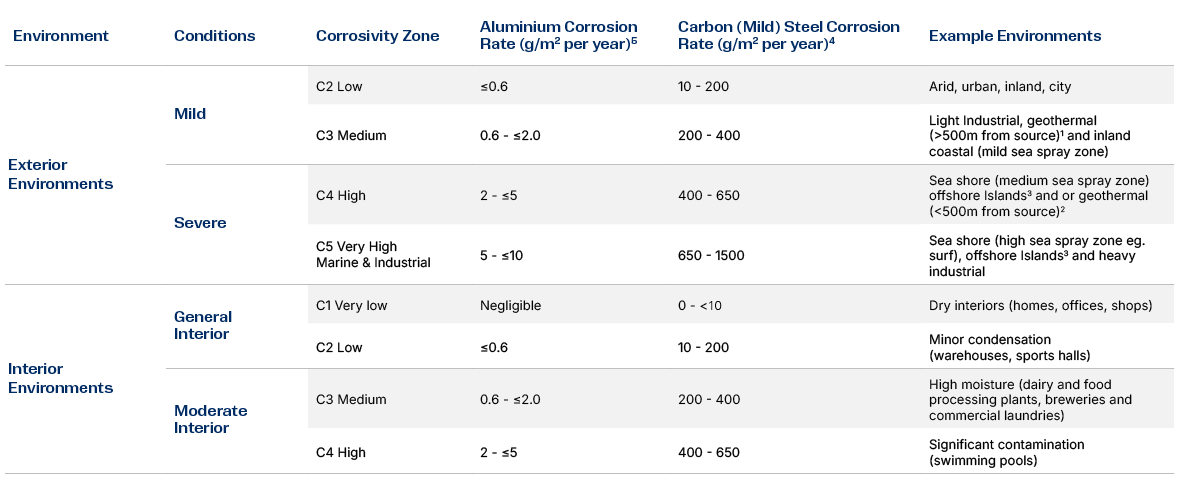
Use the following table which references AS 2312.1, SNZ TS 3404 and ISO 9223 to identify the environment, conditions and atmospheric corrosivity categories.
1. Geothermal environments greater than 500m of a bore, mud pool, steam vent, or other source with a pH between 5 and 9. For pH outside this consult DGL.
2. Geothermal hot spots within 500m of a bore, mud pool, steam vent, or other source.
Please refer to the guidance below for:

On pre-treated architectural aluminium when applied to the guarantee specification on recommended project types and conditions.
For more information on our PacificGold™ PG900PA Aluminium guarantee click here.
Environments must be:
Please note chemically treated water includes antimicrobial treatments, e.g. in pools, anti-corrosive chemicals, and soapy water in bathrooms and showers.
For product guarantee compliance the coater must record the following detailed key information once per shift when using PG900PA.
All records must be maintained in an orderly manner. There is no specific format in which the records must be maintained, provided the information which DGL stipulates can be easily retrieved and demonstrated. Complete records of all the below requirements must be maintained accurately by the applicator and retained for a minimum of 2 years after the period of the guarantee following the application of the powder coating.
These records must be accessible to DGL Powder Coatings as requested. All records should be traceable back to the appropriate substrate used on the project.
Details to be recorded must include:
|
|
The applicator must be able to demonstrate that the cleaning and pre-treatment system for the aluminium metal complies with the requirements.
The applicator must establish an in-plant testing and monitoring regime that will ensure that the system is maintained within the limits specified by the pre-treatment chemicals supplier.
Records must be kept showing the time and date of all tests carried out, the results obtained and the limits that the tests are required to meet. Any resultant recommendations of chemicals to be added to the pre-treatment system to adjust its parameters must be recorded together with a record of the additions being made.
These records together with copies of the appropriate test methods must be available to DGL for inspection at any time.